INVERTER EQUIPMENT TIG THREE-PHASE
coldTACK
Innovative spot welding device to achieve precise and safe joining with a minimal thermal input. “Multi-coldTACK” function grants cold spotting in a rapid sequence, thus further widening the benefits of the single spot. Thanks to “Perfect-Point” function, coldTACK allows to obtain the most precise spot positioning.
CYCLE
“CYCLE” function allows, by simply pressing the torch trigger, continuously switching between two current values, previously preselected. This function is most suitable for welding different thickness profiles, requiring a continuous current adjustment change. In welding aluminium, the ability of using a higher start current favours the workpiece preheating.
EASY PULSE
Pulse TIG welding allows a better arc control and a contained workpiece deformation. The ability of choosing a high value of pulse frequency (up to 500 Hz) allows to achieve a more concentrated arc cone, ideal for welding thin materials. “EASY PULSE” feature, in function of the chosen peak current, will synergically generate, in a simple and automatic way, both an adequate pulse frequency (between 0.5 and 500 Hz) and a base current. Pulse parameter values preselected in the control will save setting time, by ensuring the best possible pulse parameter combinations, ideal for less skilled welders/operators.
ULTRA FAST PULSE
Pulse TIG welding allows a better arc control and less deformation of the workpiece. The possibility of utilizing very high pulse frequency, up to 2000 Hz, ideal for welding thin thickness, enables to obtain a remarkable reduction in the arc cone and in the thermally altered area, by also having a more stable and concentrated arc together with an increase in both penetration and speed too.
VRD – Voltage Reduction Device
VRD device reduces the open circuit voltage to values below 12 V, by enabling the use of the machine in highly hazardous environments for the operator’s maximum safety.
- Compact and innovative design
- Metallic main structure with shock-proof fibre compound front panel
- Control panel protected against accidental impact
- Robust handle integrated into the chassis
- Reduced weight and size, easy-to-carry
- Digital control of all the welding parameters
- Standard equipped with pulse mode integrated into the control with available “easy-pulse” facility
- Excellent TIG welding characteristics
- High frequency arc striking, precise and efficient even from long distance
- High performance on thin metal sheets Automatic compensation for mains voltage fluctuations within +20% -20%
- Very good MMA welding characteristics with any type of electrodes
- Easy-to-use
- Low energy consumption
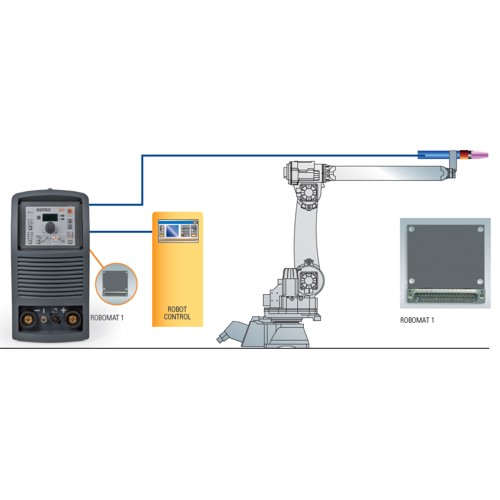
- Use of special TIG torches will enable the remote control of the welding parameters directly from the torch